چکیده
ماشینکاری التراسونیک یکی از فرآیندهای غیر سنتی مکانیکی میباشد. این فرآیند به منظور ماشینکاری مواد سخت و یا شکننده که سختی انها معمولاً بیش از 40RC است به کار گرفته میشود. مشخصه اصلی این نوع ماشینکاری استفاده از حرکت مکانیکی با بسامد بالا میباشد. در این پروژه به تأثیر ارتعاشات التراسونیک در عملیاتهای ماشینکاری قطعات نظیر سنگزنی خشک فولادهای نرم، صافی سطح تراشکاری آلیاژ فلزدار و ماشینکاری التراسونیک تیتانیوم و آلیاژهای آن میپردازد. نتایج به دست آمده نشان میدهد که با استفاده از ارتعاشات التراسونیک میتوان صافی سطح را در اغلب موارد نسبت به روشهای سنتی ماشینکاری بهبود داد.
واژگان کلیدی: ارتعاشات التراسونیک، سنگزنی التراسونیک، آلیاژ حافظهدار، سنگزنی خشک،آلیاژ تیتانیوم
چکیده 1
مقدمه 2
فصل اول: ماشینکاری فراصوتی (آلتراسونیک)
1-1-مقدمه 3
1-2- سیستم ماشینکاری فراصوتی 5
1-3-مکانیزم برشکاری 6
1-3-1-مدل پیشنهادی شاو 7
1-3-2-مدل1(مدل پرتاب شدن دانه) 8
1-3-3- مدل2 (مدل کوبیدن دانه) 9
1-4-تجزیه و تحلیل پارامتری 12
1-5- قابلیت فرآیند 13
1-6-کاربردها 14
فصل دوم: تأثیر ارتعاشات التراسونیک در سنگزنی خشک فولاد نرم
2-1 چکیده 16
2-2 مقدمه 16
2-3 آزمایش عملی و نتایج 18
2-4- آزمایش 19
2-5- بررسی نتایج تجربی: 20
2-5-1- تجزیه و تحلیل نتایج 23
2-6- نتیجهگیری 25
فصل سوم: تأثیر ارتعاشات اولتراسونیک بر صافی سطح در تراشکاری آلیاژ حافظه دار
3-1- مقدمه 26
3-2- پروسه تراشکاری آلیاژ حافظه دار به کمک ارتعاشات اولتراسونیک 27
3-3- اجزای دستگاه آزمایش و کلهگی اولتراسونیک 28
3-4- قابلیت ماشینکاری آلیاژ حافظه دار 30
3-۵- نتایج آزمایشات و بحث در آنها 31
3-5-1 آنالیز پروفیل سطح 31
3-5-2- رابطه صافی سطح و سرعت برشی 31
3-6- خلاصه و نتیجهگیری 32
فصل چهارم: بررسی ماشینکاری آلتراسونیک تیتانیوم و آلیاژهای آن
4-1-مقدمه 34
4-2-انواع ماشینهای آلتراسونیک 37
4-3-ملاحظات تولید ابزار در USM 37
4-4-ماشینکاری آلتراسونیک آلیاژهای تیتانیوم 38
4-5- عناصر اصلی ابزار ماشین آلتراسونیک 39
4-6-تامین نیروی آلتراسونیک 40
4-7-ترانزیستور آلتراسونیک 40
4-8-هولدر ابزار 41
4-9-ابزار و ساینده ها 42
4-10-مکانیسمهای جداسازی مواد 43
4-11-پارامترهای فرآیند 43
4-12-مطالعات تجربی 47
4-12-1-تنظیمات آزمایش 47
4-12-2-آزمایشات 47
4-12-3-نتایج و بحث 48
4-13-بررسی و مدلسازی میزان فرسودگی ابزار در ماشینکاری آلتراسونیک تیتانیوم 51
4-13-1-فرسایش ابزار 51
4-13-2-مواد و روشها 52
4-13-3-آزمایش و جمع آوری اطلاعات 53
4-13-4-تحلیل اطلاعات 55
4-13-5-ارزیابی تاثیرات اصلی 55
4-13-6-تحلیل واریانس 56
4-13-7-نتایج و بحث ها 56
4-13-8-ماکرومدل TWR 59
4-13-9-ماکرومدل پیش بینی کننده TWR 60
4-14-ماشینکاری تخلیهی الکتریکی و آلتراسونیک سوراخهای کوچک و عمیق بر آلیاژ تیتانیوم 63
4-14-1-توسعهی تجهیزات ماشینکاری تخلیه الکتریکی برای سوراخهای عمیق و کوچک 64
4-14-2-تحلیلهای میکروماشینکاری تخلیه الکتریکی سوراخ عمیق ویبراسیون کوچک در آلیاژ تیتانیوم 65
4-14-3-اثر ویبراسیون آلتراسونیک بر ماشینکاری تخلیه الکتریکی سوراخ عمیق کوچک 67
4-14-4-تاثیر الکترود تک شکافی در ماشینکاری تخلیه الکتریکی سوراخ کوچک و عمیق 70
4-14-5- نتیجهگیری فصل چهارم 71
نتیجه گیری 72
مراجع 73
تأثیر ارتعاشات آلتراسونیک در سنگزنی و ماشینکاری سطوح سخت




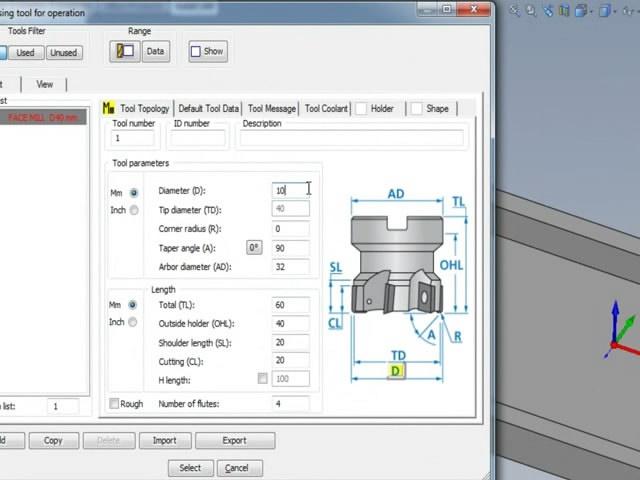
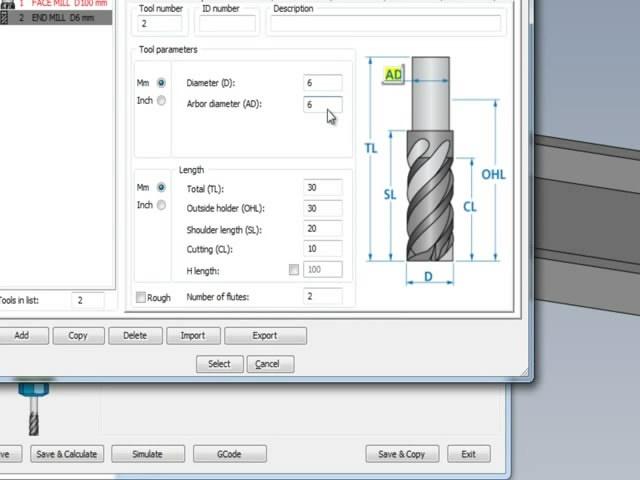
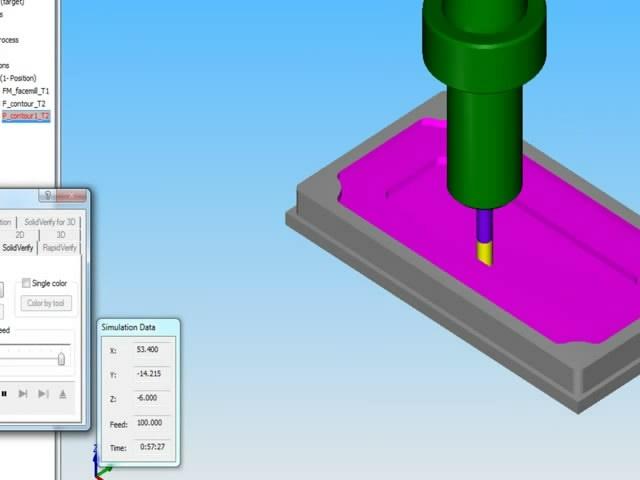
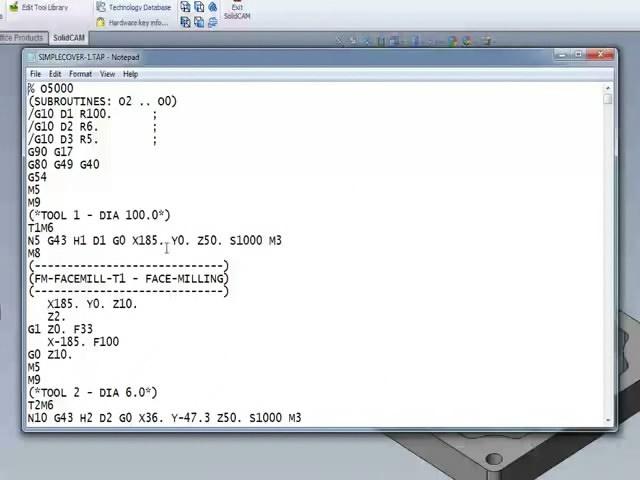
 با نرم افزار SolidCAM")